Pjovimas lazeriu arba lazerinis metalo pjovimas – šiandien bene geriausiai apibūdina pažangią, greitą ir nepaprastai tikslią gamybos technologiją, padedančią verslams išvengti brangių klaidų ir atverti naujų dizaino galimybių horizontus. Nors lazeriai jau kelis dešimtmečius pakankamai dažnai sutinkami mūsų kasdienybėje – tik pastaraisiais metais šių įrenginių potencialas pramonėje tapo toks platus, jog gali užtikrinti aukščiausios klasės rezultatus net ir sudėtingiausiems užsakymams. Plačiau aptarsime, kodėl pjovimas lazeriu iškilo kaip pramonės lyderis, kokią vertę jis kuria skirtingoms rinkoms ir kaip išsirinkti patikimą paslaugos teikėją, kad investicija atsipirktų su kaupu.
Kas yra pjovimas lazeriu ir kaip jis veikia?
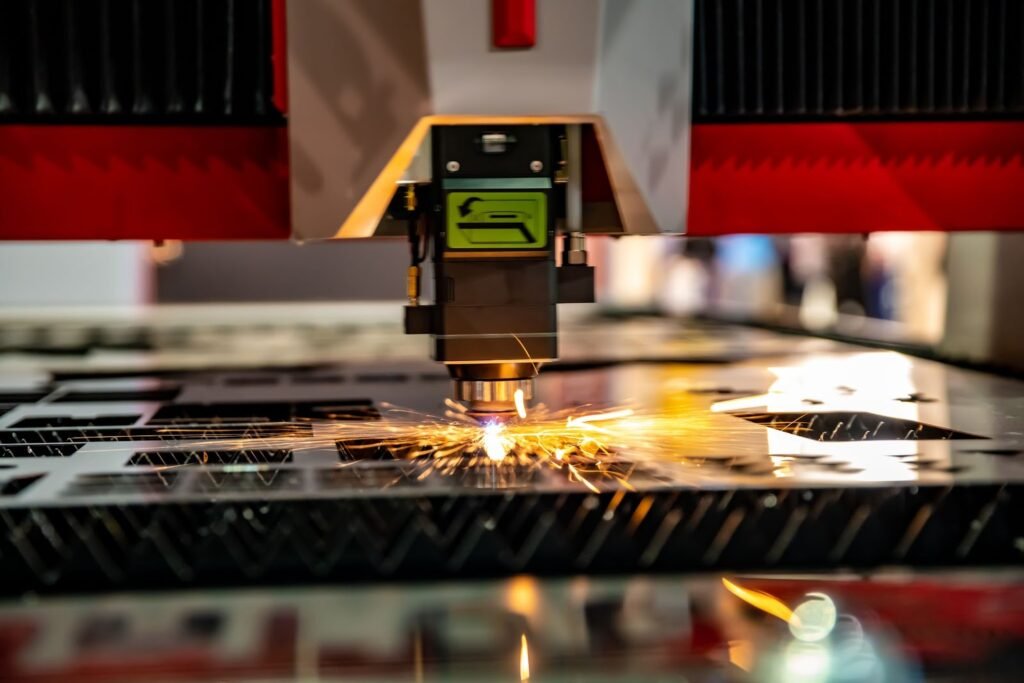
Pjovimas lazeriu – tai termiškai grįstas procesas, kuriame koncentruotas monochromatinis spindulys kaitina medžiagos paviršių iki lydymosi ar net garavimo temperatūros, o inertinių dujų srautas (dažniausiai azoto arba deguonies) išpusto tirpstančias daleles lauk. Būtent šis procesų duetas leidžia pasiekti mikroninio tikslumo briaunas, kurios dažnai nebereikalauja papildomo šlifavimo ar frezavimo. Kadangi lazerio spindulys valdomas skaitmeniniu CNC pultu, detalės išpjaunamos tiksliai pagal CAD brėžinį – žmogiškųjų klaidų tikimybė sumažinama iki minimumo. Tuo pat metu operatorius gali valdyti galingumą, pulsacijos dažnį ir pjovimo greitį, todėl skirtingų storių medžiagas apdoroti tampa itin patogu. Trumpai tariant, lazeris leidžia dirbti greitai, švariai ir neaukoti kokybės.
Lazerio spindulio fizika: kodėl jis toks tikslus?
Lazerio principas grindžiamas stimuliuojama spinduliuote – fotonai paduodami į rezonatoriaus ertmę. Patekę tarp veidrodžių jie nuolat atsispindi ir sinchronizuojasi įgaudami tą pačią fazę. Išėjimo diafragmoje gimsta siauras, kryptingas šviesos pluoštas, kurio skersmuo dažnai tesiekia kelias dešimtąsias milimetro. Būtent ši koncentracija suteikia milžinišką energijos tankį, leidžiantį akimirksniu įkaitinti metalą. Be to, šilumos įtaka ribojasi tik siaurame pjūvio ruože, todėl gretimas plotas beveik nekaitinamas, o struktūrinės savybės išlieka nepakitusios. Tai nepaprastai svarbu, kai kalbame apie plieno kietumo ar aliuminio anodavimo kokybę. Kai detalė išpjaunama pjovimo tolerancija ±0,05 mm, montavimo linijoje sutaupoma valandų valandas pritaikymo darbų.
Palyginimas su kitais pjovimo metodais
Tradiciškai metalo lakštai buvo pjaunami mechaninėmis giljotinomis, plazminiu šaltiniu ar vandens srove su abrazyvu. Kiekvienas iš šių metodų turi vietą pramonėje, tačiau lazeris išsiskiria universalumu ir pastovia kokybe. Mechaninės giljotinos puikiai tinka tiesioms linijoms, tačiau kampų ar vidaus ertmių išpjauti nepajėgia. Plazma greita ir palyginti pigi, bet išlydytos briaunos reikalauja papildomo šlifuojamojo darbo, o mažų detalių šiluminis įlinkis gali viršyti tolerancijas. Vandens srovė apskritai „šalta“, tad neįneša terminių įtampos pokyčių, tačiau procesas lėtas ir brangus dėl abrazyvo sąnaudų. Lazeris egzistuoja tarsi aukso vidurys – jis nepalyginti tikslesnis už plazmą, dažnu atveju greitesnis už vandens pjūklą ir daug lankstesnis nei giljotina, nes ženkliai lengviau išpjauna vidines geometrines figūras ar itin mažus elementus.
Medžiagų įvairovė – nuo juodojo metalo iki plastiko
Nors populiariausios lazerio pjovimo žaliavos yra anglinis plienas, nerūdijantis plienas ir aliuminis, modernūs šaltiniai (ypač skaitmeniniai šviesolaidiniai lazeriai) sugeba nepriekaištingai apdoroti varį, žalvarį, titaną ar net kai kurias keramikas ir polimerus. Būtina tik atsižvelgti į atspindžio koeficientą ir šilumos sklaidą – pavyzdžiui, vario paviršius gali nukreipti lazerio energijos dalį, tad įranga turi turėti antirefleksines saugos sistemas. Plastiko pjovime svarbus degumo indeksas: kai kurios dervos linkusios išskirti toksiškus dūmus, todėl inertinės dujos tampa nebe pasirinkimas, o būtinybė. Vis dėlto technologijos pažanga leidžia vienam ir tam pačiam įrenginiui persijungti tarp skirtingo storio medžiagų beveik mygtuko paspaudimu.
Dizainas nuo pradžios: kodėl brėžinio švara lemia kainą?
SE0 požiūriu svarbu edukacinį turinį papildyti praktiniais patarimais. Vienas jų – „design for laser cutting“ principas. Jeigu projektuotojas iš anksto žino minimalų lazerio spindulio plotį, jis išvengia pernelyg siaurų tarpusavyje susikertančių linijų, kurios gali išsilieti ir išdeginti detalę. Lankstytinų detalių brėžiniuose būtina pažymėti krypties pjūvius, kad lazeris „nešautų“ per būsimo lenkimo liniją, kitaip vėliau detalė lūš. Taip pat verta sugrupuoti vidaus ertmes ar dekoratyvinius raštus arti vienas kito – tai sumažina pjovimo galvutės keliavimo atstumą ir koreguoja paslaugos kainą. Trumpai tariant, apsvarstydami gaminio geometriją dar prieš ją išsiųsdami meistrams, sutaupysite ne tik laiko, bet ir biudžeto.
Kokybės kontrolė ir metrologija
Metalo gaminių rinka griežtai vertina nuokrypius: jei lazeriu išpjautos skardos briauna turi šlako, ji ne tik užteršia paviršių, bet ir kenkia antikorozinei dangai. Todėl patikimi tiekėjai investuoja į automatinę matavimo įrangą – lazerinius matuoklius, optines skenerių stotis, profilometrus. Kokybės valdymo procedūros paprastai prasideda dar prieš spaudžiant „start“: į pasirinktą lakštą nukreipiamas kalibracinis testinis šūvis, kuriuo stebimas pjūvio plotis ir gylis. Jei priemonės rodo mikro broką, operatorius koreguoja fokusą arba spindulio galingumą. Pasibaigus sesijai, detalės tikrinamos statistiniu metodu – pavyzdžiui, kas dvidešimtą vienetą – kad būtų užfiksuota kritinė paklaida, kurią viršijus partija sustabdoma. Tokia kontrolė reikalauja papildomų resursų, bet kliento projektui tai suteikia aiškią pridėtinę vertę.
Kainodaros niuansai: kas daro įtaką galutinei sumai?
Dažnas mitas – kad lazerinis pjovimas visuomet brangesnis nei alternatyvos. Iš tiesų kaina priklauso nuo kelių kintamųjų: metalo storio, pjūvio ilgio, detalių kiekio ir papildomų paslaugų, tokių kaip frezavimas ar valcavimas. Pavyzdžiui, plonam 2 mm nerūdijančio plieno lakštui lazeris gali būti net pigesnis už plazmą dėl mažesnio šlako ir nereikalingo valymo. Svarbu suprasti, kad paslaugos teikėjas skaičiuoja spindulio keliavimo laiką: kuo daugiau aštrių kampų ir atraminių taškų, tuo daugiau galvutė „vaikščios“, ir balanso lapelyje išaugęs minučių kiekis taps didžiausia eilute. Taip pat nepamirškime inertinių dujų – nerūdijančiam plienui būtinas azotas, kuris gerokai brangesnis už deguonį, tad sąnaudų skirtumas atsispindės sąskaitoje. Galiausiai, svarbus partijos dydis: vienetiniams prototipams programavimo laikas paskirstomas ant vienos detalės, o serijinei gamybai tas pats algoritmas kartojasi šimtus kartų, todėl vieneto kaina drastiškai krenta.
Lazerinio pjovimo pritaikymas skirtingose pramonės šakose
- Statybos inžinerija. Fasado elementai, laikikliai, modulinių turėklų sistemos dažnai gaminami iš nerūdijančio plieno arba aliuminio, kur pjūvio tikslumas nulemia montavimo greitį statybvietėje.
- Automobilių industrija. Vienkartiniams prototipams svarbus greitas ciklas – nuo CAD brėžinio gavimo iki fizinės detalės gali praeiti vos para, todėl lazeris nepakeičiamas bandymo fazėje.
- Medicinos įranga. Titano implantai ir chirurginiai instrumentai reikalauja sterilių, aštrių briaunų be terminės žalos, o lazeris puikiai atitinka šias sąlygas.
- Reklamos gamyba. Lazeriu išpjaustyti raidžių blokai ar logotipai iš akrilo atrodo elegantiškai, nes briaunos skaidrios kaip stiklai.
Nors šios sferos labai skirtingos, jas vienija poreikis gauti preciziškai išdirbtą detalę greitai ir be papildomo rankinio proceso.
Aplinkosaugos aspektai ir tvari gamyba
Didėjantis Europos Sąjungos CO₂ taršos mažinimo spaudimas skatina pramonę rinktis mažiau energijos suvartojančius įrenginius. Šviesolaidiniai lazeriai, palyginti su senesniais CO₂ rezonatoriais, suvartoja iki 50 % mažiau elektros tos pačios galios vienetui. Be to, inertinių dujų tiekimo sistemos optimizuojamos regeneruoti azoto perteklių. Šie faktai gali netiesiogiai paveikti kliento reputaciją: užsakovai, gavę sertifikuotą gaminį, lengviau įrodo savo produktų tvarumą galutiniam vartotojui. Šias paslaugas teikiančios įmonės diegia filtravimo sistemas, kurios dūmus valo daugiapakopėmis anglies ir HEPA kasetėmis; toks žingsnis padeda sumažinti lakių organinių junginių išmetimą. Taigi pasirinkdami atsakingą paslaugos teikėją ne tik gaunate kokybišką detalę, bet ir prisidedate prie žalesnės pramonės.
Sveikata ir sauga darbo vietoje
Lazerio spindulys nematomas plika akimi, todėl operatorių saugumas priklauso nuo šviesai nepralaidžių kabinų. Be to, pjovimo metu išsiskiria metalų oksidų dūmai, kurių dalelių dydis siekia nanometrus ir gali patekti giliai į plaučius. Todėl būtini ne tik išorės filtrai, bet ir lokalinės ventiliacijos ortakiai. Darbuotojai privalo dėvėti FFP3 respiratorius, nes paprastos medicininės kaukės tokio lygio filtracijos neužtikrina. Nors šie aspektai atrodytų tiesiog techniniai, tačiau klientams svarbu žinoti, jog jų gamybos partneris vykdo saugaus darbo praktiką – tokia informacija didina ne tik reputaciją, bet ir socialinės atsakomybės koeficientą tiekimo grandyje.
Ateities perspektyvos: dirbtinis intelektas ir adaptavimas in situ
Dirbtinio intelekto algoritmai jau dabar optimizuoja pjovimo trajektorijas, kad sumažintų energijos suvartojimą ir padidintų pjūvio greitį. Pavyzdžiui, realaus laiko kamerų sistema atpažįsta šilumos plitimą ir momentiškai pakoreguoja spindulio fokusą, kad metalo briauna nesilydytų. Eksperimentuojama su adaptaciniu spinduliu, kurio skersmuo kinta priklausomai nuo kampo – taip mažinamas sukaitinimo laikas ties posūkio taškais. Manoma, jog netrukus lazerinė galvutė „išmoks“ automatiškai atpažinti pažeistas lakšto vietas, apeisdama defektus be žmogaus įsikišimo. Tokie sprendimai ne tik spartins gamybą, bet ir sumažins broko kiekį iki statistinio nulio.
Praktinis vadovas klientui: trys žingsniai iki idealaus rezultato
Pirmasis žingsnis – kokybiški brėžiniai. Jei CAD faile dedami sluoksniai skirti graviravimui, juos būtina aiškiai atskirti nuo pjovimo kontūro. Taip operatoriui nereikės spėlioti, kurios linijos turi būti išlydytos kiaurai, o kurios tik pažymėtos.
Antrasis žingsnis – medžiagos specifikacija. Patartina aiškiai užrašyti plieno klasę (pvz., S235 JR ar S355) ir storį. Kuo tiksliau nurodoma medžiaga, tuo lengviau tiekėjui parinkti optimalų spindulio galingumą ir dujų tipą.
Trečiasis žingsnis – terminų suderinimas. Lazerio cechai dažnai dirba nuosekliai pagal eilę, todėl ankstesnis užsakymų derinimas leidžia suplanavimo modulį užpildyti taip, kad prastovų neliktų. Kuo labiau tiksliai nurodysite pageidaujamą datą, tuo daugiau šansų, kad projektas bus atliktas laiku.
Galutinės įžvalgos ir strateginės rekomendacijos
Lazerinis pjovimas šiandien jau nebėra vien gamybos technologija – tai visapusiškas konkurencinio pranašumo variklis, leidžiantis Lietuvos ir tarptautinėms įmonėms efektyviai pereiti nuo koncepcijos prie serijinės gamybos. Pasirinkus patikimą partnerį – klientas iš karto gauna integruotą vertės paketą: pažangiausios šviesolaidinių lazerių galios, išmaniosios ERP sistemos užtikrinamą terminų skaidrumą, ISO sertifikatais paremtą kokybės kontrolę ir tvarią aplinkosaugos praktiką. Šių elementų sinergija reiškia mažesnius kaštus viso produkto gyvavimo laikotarpiu, greitesnį patekimą į rinką ir didesnį galutinio gaminio patikimumą.
Dar vienas svarbus aspektas – bendradarbiavimas ankstyvoje projektavimo stadijoje. Kuo anksčiau inžinieriai pasidalija dizaino brėžiniais, tuo labiau sumažėja neapibrėžtumas dėl medžiagų pasirinkimo, pjūvio trajektorijų ir paviršiaus apdailos. Tai ne tik optimizuoja gamybos procesą, bet ir eliminuoja brangius prototipo–korekcijos ciklus. Tokiu būdu investicija į lazerinį pjovimą virsta tiesiogine grąža: mažesnės nuokrypio rizikos, trumpesni terminai ir didesnis klientų pasitenkinimas.
Galiausiai, verta pabrėžti, kad skaitmeninių gamybos grandinių ateitis neatsiejama nuo dirbtinio intelekto ir realaus laiko duomenų analizės. Įmonės, jau dabar diegiančios DI valdomus pjovimo algoritmus, kaupia neįkainojamą žinių bazę, kuri ateityje leis prognozuoti įrangos nusidėvėjimą, automatizuoti broko prevenciją ir dar labiau sumažinti energijos sąnaudas. Toks inovacijų ciklas užtikrina, kad klientų projektai bus įgyvendinti ne tik šiuolaikiškai, bet ir ateities standartus atitinkančiu lygiu.
Apibendrinant galima teigti: lazerinio pjovimo paslaugos pasirinkimas – tai sprendimas, kuris grąžą generuoja ne vien finansine išraiška. Tai reputacijos stiprinimas, tiekimo grandinės rizikų mažinimas ir tvaraus verslo modelio plėtra. Todėl verslai, kurie šiandien investuoja į šį technologinį sprendimą ir renkasi patikimus partnerius, rytoj užsitikrina tvirtas lyderio pozicijas aukštos pridėtinės vertės produktų rinkose.



Parašykite komentarą